
El término calidad tiene distintas acepciones según la época histórica, las personas, sus ideas e intenciones.
* La calidad es "la bondad de un producto"
* Calidad es "ajustarse a las especificaciones"
El concepto de calidad ha evolucionado continuamente según las necesidades y las características de las personas y organizaciones a lo largo de la historia; no obstante, su significado está relacionado con el grado de perfección de un producto o servicio, el control de la variabilidad en su proceso y el nivel de satisfacción del cliente respecto al mismo.
ORIGENES Y EVOLUCION DE LA CALIDAD.
Conforme el ser humano evoluciona culturalmente y se dinamiza el crecimiento de los asentamientos humanos, la técnica mejora y comienzan a darse los primeros esbozos de manufactura; se da una separación importante entre usuario o cliente y el fabricante o proveedor. La calidad se determinaba a través del contacto entre los compradores y lo vendedores, las buenas relaciones mejoraban la posibilidad de hacerse de una mejor mercancía, sin embargo, no existían garantías ni especificaciones, el cliente escogía dentro de las existencias disponibles.
Conforme la técnica se perfecciona y las poblaciones se transforman poco a poco en pueblos y luego en ciudades de tamaño considerable, aparecen los talleres de artesanos dedicados a la fabricación de gran variedad de utensilios y mercancías, cada taller se dedicaba a la elaboración de un producto, eran especialistas en ello y basaban su prestigio en la alta calidad de sus hechuras, las que correspondían a las necesidades particulares de sus clientes, estas especificaciones eran transmitidas directamente por estos, es decir, se trabajaba a la medida; en muchos sentidos se trataba de obras de arte. En esta etapa surge el comerciante, sirviendo de intermediario entre el cliente y el fabricante.
* EL CONTROL ESTADISTICO Y LA MEJORA DE PROCESOS *
Al inicio de la Segunda Guerra Mundial, los Estados Unidos de América se preocuparon por que sus proveedores les suministraran armamentos con calidad aceptable, esta fue una oportunidad única para aplicar las técnicas del SQC, cuyo éxito se reflejó en el impulso a programas de capacitación en conceptos de control de calidad e, incluso, llegar a fomentar un vínculo entre el gobierno norteamericano y el sector educativo para incluir en sus programas de estudio estos tópicos.
Es pues esta etapa, un intento por concebir la calidad más allá de una simple inspección al final de la línea de producción; ahora se buscaba el control en todos los proceso de producción, proporcionando los métodos estadísticos apropiados para cada caso, aunque su alcance era reducido precisamente a los procesos de manufactura.
- "catorce puntos" para que la administración conduzca a la organización a una posición productiva y competitiva
- "cero defectos", a través de los cuales hizo entender a los directivos que cuanto se exige perfección ésta puede lograrse, pero para hacerlo la alta gerencia tiene que motivar a sus trabajadores. De esta forma planteaba la importancia de las relaciones humanas en el trabajo.
En esta etapa, se observa uno de los más notables avances hacia la calidad; de centrarse sólo en el control de proceso de manufactura hasta involucrar a todos los departamentos de la organización, de enfocarse sólo en métodos estadísticos a sensibilizarse hacia las necesidades de los trabajadores, de una alta gerencia ajena al control de calidad a una administración participativa, importante en el mantenimiento del movimiento hacia la calidad.
La calidad como estrategia de supervivencia.
En esta última etapa, la calidad ocupa un papel estratégico en las empresas ya que a través de ésta es posible mejorar la posición competitiva y el desempeño general.
La administración estratégica de la calidad implicó un cambio en la cultura de las empresas e instituciones, ya que requiere del conocimiento de las expectativas de los distintos grupos de interés, para posteriormente incorporar esta información en su misión y visión, a partir de las cuales se establecen las metas y comportamiento de la organización y que definirán el marco dentro del cual se establecerá la planeación a largo plazo.
En la actualidad, el modelo de calidad total en la administración está ampliamente difundido en el mundo, presentando variaciones que facilitan su adaptación a las condiciones particulares de cada país o cultura.
Esta evolución ha encontrado sus motivos en las fallas detectadas que han llevado al cierre de un importante número de organizaciones en el mundo, los gurús de esta nueva etapa idealizan las funciones y dinámica de la organización para insertarlas en un nuevo modelo de comportamiento, relaciones y disciplinas.
William Edwards Deming
Al inicio de su carrera se dedicó a trabajar sobre el control estadístico de la calidad, pero la entrada de los E.U. a la Segunda Guerra Mundial y la demanda excesiva de productos por parte de los aliados provocó que las empresas americanas se orientarán a la producción en masa satisfaciendo dicha demanda en un mercado muy estandarizado y muy cerrado, dejando de lado las ideas de Shewhart, Deming y otros precursores. La autoridades japonesas vieron en los trabajos de este estudioso el motor de arranque de la catastrófica situación en que había quedado el país tras su derrota militar. Japón asumió y desarrollo los planteamientos de Deming, y los convirtió en el eje de su estrategia de desarrollo nacional.
JOSEPH MOSES JURAN (1904-199)
Describe la calidad como la "adecuación de los Productos y Servicios al uso para el cual han sido concebidos" y desarrolló una trilogía de calidad: Establecer un Plan de Calidad, efectuar el Control de Calidad e implantar la Mejora de la Calidad. Su fundamento básico de la calidad, es que sólo puede tener efecto en una empresa cuando ésta aprende a gestionar la calidad. La calidad hay que incorporarla dentro del propio proceso productivo
SHIGEO SHINGO (1909-1990)
Shingo había sido un firme defensor de la aplicación del control estadístico de procesos desde que tuvo sus primeras nociones de él. Gradualmente, a medida que fue realizando más proyectos con los sistemas poka-yoke, su entusiasmo por el Control Estadísticos de Procesos se desvaneció. La mejora a partir de los métodos estadísticos proviene de la detección y medición de los defectos y de una reacción ante ellos; sus métodos evitan los defectos. Además, los métodos estadísticos utilizan técnicas de muestreo; sus métodos poka-yoke permiten realizar una inspección del 100% y hacen que la medición sea innecesaria.
* LOS CATORCE PASOS HACIA EL "CERO DEFECTOS" DE CROSBY *
En los años 60's Philp B. Crosbry, propuso un programa de catorce pasos tendiente a lograr la meta de "cero defectos". El programa de Crosby planteaba la posibilidad de lograr la perfección mediante la motivación de los trabajadores por parte de la dirección de la organzación, dandole un gran peso a las relaciones humanas en el trabajo.
1.- Compromiso de la dirección: la alta dirección debe definir y comprometerse en una política de mejora de la calidad.
2.- Equipos de mejora de la calidad: se formarán equipos de mejora mediante los representantes de cada departamento.
3.- Medidas de la calidad: se deben reunir datos y estadísticas para analizar las tendencias y los problemas en el funcionamiento de la organización.
4.- El coste de la calidad: es el coste de hacer las cosas mal y de no hacerlo bien a la primera.
5.- Tener conciencia de la calidad: se adiestrará a toda la organización enseñando el coste de la no calidad con el objetivo de evitarlo.
6.- Acción correctiva: se emprenderán medidas correctoras sobre posibles desviaciones.
7.- Planificación cero defectos: se definirá un programa de actuación con el objetivo de prevenir errores en lo sucesivo.
8.- Capacitación del supervisor: la dirección recibirá preparación sobre cómo elaborar y ejecutar el programa de mejora.
9.- Día de cero defectos: se considera la fecha en que la organización experimenta un cambio real en su funcionamiento.
10.- Establecer las metas: se fijan los objetivos para reducir errores.
11.- Eliminación de la causa error: se elimina lo que impida el cumplimiento del programa de actuación error cero.
12.- Reconocimiento: se determinarán recompensas para aquellos que cumplan las metas establecidas.
13.- Consejos de calidad: se pretende unir a todos los trabajadores mediante la comunicación.
14.- Empezar de nuevo: la mejora de la calidad es un ciclo continuo que no termina nunca.
* LOS SIETE PECADOS MORTALES DE LA GERENCIA DE DEMING *
1. Falta de constancia en los propósitos.
2. Énfasis en las ganancias a corto plazo.
3. Evaluación de rendimiento, promover en base al mérito en el trabajo.
4. Rotación gerencial, movilidad de la administración principal.
5. Dirigir el negocio únicamente en base a cifras visibles.
6. Costo excesivo de los gastos médicos y de salud.
7. Costos de garantía excesivo, gastos legales demasiado altos.
EL MÉTODO GERENCIAL DEMING
- Punto uno: Crear constancia en el propósito de mejorar el producto y el servicio.
- Punto dos: Adoptar la nueva filosofía.
- Punto tres: No depender más de la inspección masiva.
- Punto cuatro: Acabar con la practica de adjudicar contratos de compra exclusivamente en el precio.
- Punto cinco: Mejorar continuamente y por siempre el sistema de producción y de servicios.
- Punto seis: Instituir la capacitación en el trabajo.
- Punto siete: Instituir el liderazgo.
- Punto ocho: Desterrar el temor.
- Punto nueve: Derribar las barreras que hay entre las áreas de staff.
- Punto diez: Eliminar los slogans, las exhortaciones y las metas numéricas para la fuerza laboral.
- Punto once: Eliminar las cuotas numéricas.
- Punto doce: Derribar las barreras que impiden el orgullo de hacer bien un trabajo.
- Punto trece: Instituir un programa vigoroso de educación y reentrenamiento.
- Punto catorce: Tomar medidas para lograr la transformación.
* * Para lograr la transformación es vital que todos empiecen a pensar que el trabajo de cada cual debe proporcionarles satisfacción a un cliente.
1.- Los miembros de la alta gerencia han de luchar por lograr cada uno de los trece puntos anteriores y por eliminar las enfermedades mortales y los obstáculos.
2.- Los miembros de la alta gerencia deben sentirse apenados e insatisfechos por el desempeño pasado y deben tener coraje para cambiar. Deben abandonar el camino trillado y lanzarse a hacer nuevas cosas, incluso hasta el punto de ser marginados por sus colegas. Debe existir un ardiente deseo de transformar su estilo de gerencia.
3.- Mediante seminarios y otros medios, la alta gerencia debe explicarle a una masa critica de la compañía, porque es necesario el cambio y que en el cambio participaran todos. Un número adecuado de personas de la compañía deben entender los catorce puntos, las enfermedades mortales y los obstáculos. De no ser así la alta gerencia estaría perdida.
4.- Toda actividad es un proceso y puede ser mejorado. Para trabajar en el ciclo Shewhart, todos deben pertenecer a un equipo, con objeto de tratar uno o más asuntos específicos.
La Transformación es responsabilidad de todos, pero en el núcleo del cambio requerido está la necesidad de cambiar nuestra forma de pensar sobre aspectos cruciales. El reto mayor de Deming a la Gerencia es cambiar la forma como tratamos a la gente. Esto es lo que determinará si "verdaderamente" nos insertaremos en el futuro.
REINGENIERÍA
Es el método mediante el cual una organización puede lograr un cambio radical de rendimiento medido por el costo, tiempo de ciclo, servicio y calidad, mediante la aplicación de varias herramientas y técnicas enfocadas en el negocio como una serie de procesos del producto principal del negocio
* Palabras clave *
º fundamental
º Radical
º Espectacular
º Procesos
º TIPOS DE EMPRESAS QUE REQUIEREN DE LA REINGENIERÍA
En primer lugar están aquellas empresas que se encuentran en graves dificultades, es decir, no tienen mas remedio.
En segundo lugar están las compañías que todavía no se encuentran con ningún problema de importancia, pero tienen la capacidad de avisarlos.
º OBJETIVOS DE LA REINGENIERÍA
La Reingeniería persigue definir criterios de simplificación y optimización que permiten alcanzar las metas del cambio:
Racionalizar las operaciones
Reducir los costos
Mejorar la calidad
Aumentar los ingresos
Mejorar la orientación hacia los clientes.
PRINCIPIOS DE LA REINGENIERÍA
º Habilidad para utilizar el cambio con eficiencia.
Utilizar el cambio de manera continua; habilidad de cambiar con rapidez para ganar ventaja competitiva. Desarrollo de enfoques para aplicar Reingeniería, con base en el concepto de cambio continuo y dirigido (Paradigma Cambiante)
º Paradigma Cambiante.
Consiste en orientar la operación hacia un cambio continuo, y sostiene que calidad y eficiencia solo pueden mejorarse mediante una constante evolución. La gerencia debe evaluar de manera continua las razones para competir en todos los mercados y dentro de cada ramo del negocio, y de igual manera estar abierta a la investigación de oportunidades.
º Comenzar sobre una base limpia.
Cuando una paradigma cambia, todo vuelve a comenzar. Cuando se presenta una modificación trascendental, quienes toman la oportunidad y ventaja del cambio sobrepasan a quienes no lo hacen. Las oportunidades que presentan los cambios son limitadas, pues ofrecen una base limpia (nueva) para la aplicación creativa de nuevas técnicas, materiales y procesos.
º Organizar con base en resultados, no en tareas.
Este principio sugiere que una persona ejecute todos los pasos de un proceso. Diseñar el trabajo de esa persona con base en objetivo o resultados en vez de una sola tarea.
º Unir actividades paralelas en lugar de integrar sus resultados.
Este principio llama a crear nexos entre funciones paralelas y a coordinarlas durante el proceso en si, no después de que el mismo haya terminado. (Las redes de comunicación bases de datos compartidas y la teleconferencia pueden unir a los grupos independientes para que la coordinación sea progresiva.
º El centro de la toma de decisiones debe estar en donde se ejecuta el trabajo, y debe crearse un control dentro del proceso.
Sugiere que la misma gente que realiza el trabajo debe ser responsable de tomar sus propias decisiones y que el proceso en si puede poseer controles.
º Piense en grande.
Nadie en una organización quiere llevar a cabo un proceso de reingeniera.
KANBAN
En la actualidad, si una empresa no es lo suficientemente flexible para adaptarse a los cambios del mercado se podría decir que esa empresa estará fuera de competencia en muy poco tiempo.
Uno de las problemáticas más comunes en lo que respecta a la planeación de la producción es producir lo necesario en el tiempo necesario, sin sobrantes ni faltantes, para lograr esto se necesita un plan, un plan flexible, un plan hecho para ser modificado, un plan que se pueda modificar rápidamente.
El sistema Kanban, un sistema implementado en muchas de las plantas japonesas, conocido como sistema de "pull" o jalar1, tiene sus propias características a la hora de funcionar, pues las máquinas no producen hasta que se les solicita que lo hagan, de manera que no se generan inventarios innecesarios que quizá al final queden varados y no se vendan, ya que serían excedentes de producción.
º El sistema Kanban funciona bajo ciertos principios, que son los que a continuación se enumeran:
Eliminación de desperdicios.
- Mejora continua
- Participación plena del personal
- Flexibilidad de la mano de obra.
- Organización y visibilidad
- Definiciones del sistema Kanban.
º Funciones de Kanbanº
Básicamente Kanban nos servirá para lo siguiente:
-Poder empezar cualquier operación estándar en cualquier momento.
-Dar instrucciones basados en las condiciones actuales del área de trabajo.
-Prevenir que se agregue trabajo innecesario a aquellas ordenes ya empezadas y prevenir exceso de papeleo innecesario.
-Otra función de Kanban es la de movimiento de material, la etiqueta Kanban se debe mover junto con el material, si esto se lleva a cabo correctamente se lograrán los siguientes puntos:
-Eliminación de la sobreproducción.
-Prioridad en la producción, el Kanban con mas importancia se pone primero que los demás.
-Se facilita el control del material.
-Pero son dos las funciones principales de Kanban, las mismas que serán analizadas a continuación:
-El control de la producción; y,
-La mejora de los procesos.
-Control de la producción.
º Reducción del set-up3. El tiempo de set-up es la cantidad de tiempo necesario en cambiar un dispositivo de un equipo y preparar ese equipo para producir un modelo diferente; para producirlo con la calidad requerida por el cliente y sin incurrir en costos para la compañía y lograr con esto, reducir el tiempo de producción en todo el proceso.
Utilización de maquinarias vs. utilización en base a demanda.
-Manejo de multiprocesos.
-Mecanismos a prueba de error.
-Mantenimiento preventivo.
-Mantenimiento productivo total.
-Reducción de los niveles de inventario
º Implementación de Kanban.º
Es importante que el personal encargado de producción, control de producción y compras comprenda como un sistema Kanban (JIT), va a facilitar su trabajo y mejorar su eficiencia mediante la reducción de la supervisión directa.
Básicamente los sistemas Kanban pueden aplicarse solamente en fábricas que impliquen producción repetitiva.
^^Entrenamiento de personal.^^
Es necesario entrenar a todo el personal en los principios de Kanban, y los beneficios de usar Kanban
Las características expuestas en producción requieren de trabajadores multifuncionales con capacidades para trabajar en común y fuertemente autoidentificados con la empresa de tal forma que colaboren para su mejora.
La reducción de inventario al mínimo supone trabajar bajo una mayor presión, con tiempos más ajustados y con mayor perfección.
En la selección de trabajadores cobra principal importancia la capacidad de estos para integrarse en la dinámica más que la formación, que en muchos casos es proporcionada por la propia empresa.
El número de categorías laborales en las empresas orientales es considerablemente menor, y las diferencias salariales son menos importantes que en empresas occidentales, estando basadas más en la antigüedad que en la formación o la categoría del trabajador.
Es difícil encontrar en la literatura ejemplos de plantas funcionando igual que en Japón. Dado que se cuenta con la experiencia de directivos formados en plantas similares de este país, parece no haber problema en cuanto a la implantación de técnicas productivas. Las principales diferencias se encuentran en el área de recursos humanos y relaciones con proveedores.
ºº Reglas de kanban.ºº
El Kanban como un sistema de mejoramiento de la productividad.
En la actualidad, la necesidad de producir eficientemente sin causar trastornos ni retrasos en la entrega de un producto determinado es un factor de suma importancia para las empresas que desean permanecer activas en un mercado como el actual, que exige respuestas rápidas y cumplimientos en calidad, cantidad y tiempos de entrega.
La Autonomatización nunca permite que las unidades con defecto de un proceso fluyan al siguiente proceso, deben de existir dispositivos que automáticamente detengan las maquinas y no se produzcan mas defectos.
Lo peor no es parar el proceso, lo peor es producir artículos con defectos.
Observaciones para esta regla:
El proceso que ha producido un producto defectuoso, lo puede descubrir inmediatamente.
El problema descubierto se debe divulgar a todo el personal implicado, no se debe permitir la recurrencia.
Los procesos subsecuentes requerirán sólo lo que es necesario.
Esto significa que el proceso subsecuente pedirá el material que necesita a los procesos anteriores, en la cantidad necesaria y en el momento adecuado.
Se crea una pérdida si el proceso anterior suple de partes y materiales al proceso subsecuente en el momento que este no los necesita o en una cantidad mayor a la que este necesita.
La pérdida puede ser muy variada, incluyendo pérdida por el exceso de tiempo extra, pérdida en el exceso de inventario, y la pérdida en la inversión de nuevas plantas sin saber que la existente cuenta con la capacidad suficiente. La peor pérdida ocurre cuando los procesos no pueden producir lo que es necesario, y cuando estos están produciendo lo que no es necesario.
Para eliminar este tipo de errores se usa esta segunda regla. Si suponemos que el proceso anterior no va a suplir con productos defectuosos al proceso subsecuente, y que este proceso va a tener la capacidad para encontrar sus propios errores, entonces no hay necesidad de obtener esta información de otras fuentes, el procesos puede suplir buenos materiales.
ºº Tipos y etiquetas de kanban.ºº
- Kanban de producción:
Este tipo de Kanban es utilizado en líneas de ensamble y otras áreas donde el tiempo de set-up es cercano a cero.
- Kanban señalador/kanban de material:
Se coloca la etiqueta Kanban señalador en ciertas posiciones en las áreas de almacenaje, y especificando la producción del lote; la etiqueta señalador Kanban funcionara de la misma manera que un Kanban de producción.
- Limitaciones del sistema Kanban.
El kanban es factible en prácticamente toda fábrica que haga artículos por unidades completas, pero no en las industrias de proceso. Sólo rinde beneficios en ciertas circunstancias:
ºº Ventajas y mejoras del uso del sistema jit y kanban.ºº
Desde que, a principios de los 80, algunos autores advirtieron de la excelente eficiencia productiva impulsando el avance Japonés en los mercados occidentales, el fenómeno JIT ha atraído la atención de muchos investigadores.
Es importante resaltar una cierta confusión existente en la literatura acerca del término Just-in-Time1 (JIT) o producción ajustada.
La enorme variedad de definiciones puede hacer este concepto un tanto confuso. Tres principales concepciones parecen destacar:
JIT como una filosofía.
JIT como un conjunto de técnicas de producción; y,
JIT como "kanban".
La filosofía JIT nace en torno al objetivo de satisfacer las necesidades del cliente instantáneamente, manteniendo una calidad perfecta y con el mínimo despilfarro.
Esta filosofía se ha traducido en una serie de técnicas de dirección de los procesos productivos, las cuales, en algunos casos, han sido consideradas como únicas constituyentes del éxito japonés (perspectiva técnica).
Una de estas técnicas es el "kanban", según el cual cada proceso en cadena de producción libera el flujo de la etapa precedente de acuerdo con las necesidades, utilizando unas tarjetas o bien electrónicamente, pasando así de producir para stocks a producir para demanda.
^ Ventajas. ^
El sistema Kanban, sin lugar a dudas envuelve por si sólo una gran cantidad de ventajas, por lo que hemos considerado solamente unas cuantas, las mismas que pensamos son las más importantes, siendo las siguientes:
Reducción en los niveles de inventario.
Reducción en WIP (Work in Process).
Reducción de tiempos caídos.
Flexibilidad en la calendarización de la producción y la producción en sí.
El rompimiento de las barreras administrativas son archivadas por Kanban.
Promueve el trabajo en equipo.
Mejora la Calidad.
Incentiva la Autonomación (Decisión del trabajador de detener la línea).
Cómo circulan los kanbanes: El caso Toyota.
ºº LAS CINCO S (5 S): LOS CINCO PASOS DEL HOUSEKEEPING ºº
Las 5 S, los cinco pasos del housekeeping, se desarrollaron mediante un trabajo intensivo en un contexto de manufactura. Las empresas orientadas a los servicios pueden ver con facilidad circunstancias semejantes en sus propias "líneas de producción", ya sea que vengan en la forma de solicitud de propuesta (request for proposal, RFP), el cierre de un informe financiero, una solicitud de una póliza de seguro de vida o una solicitud de servicios legales por parte de un cliente potencial. Si algún hecho activa el proceso de trabajo en la empresa de servicios, las condiciones que existen en el proceso de trabajo complican el trabajo innecesariamente (¿hay demasiados formatos?); impiden el avance hacia la satisfacción del cliente (¿el volumen del contrato requiere la firma de tres funcionarios?); impiden ciertamente la posibilidad de satisfacer al cliente (¿los gastos generales de la empresa hacen imposible la presentación de ofertas especiales para la realización del trabajo?).
UN BUEN HOUSEKEEPING EN CINCO PASOS
Los cinco pasos del housekeeping, con sus nombres japoneses, son los siguientes:
1. Seiri: diferenciar entre elementos necesarios e innecesarios en el gemba y descargar estos últimos.
2. Seiton: disponer en forma ordenada todos los elementos que quedan después del seiri.
3. Seiso: mantener limpias las máquinas y los ambientes de trabajo.
4. Seiketsu: extender hacia uno mismo el concepto de limpieza y practicar continuamente los tres pasos anteriores.
5. Shitsuke: construir autodisciplina y formar el hábito de comprometerse en las 5 S mediante el establecimiento de estándares.
- Seiri (SORT - SEPARAR)
- SEITON (STRAIGHTEN - ORDENAR)
- SEISO (SCRUB - LIMPIAR)
- SElKETSU (SYSTEMATIZE - SISTEMATIZAR)
- SHITSUKE (STANDARDIZE - ESTANDARIZAR)
ºº
JUSTO A TIEMPO ºº
Justo a Tiempo ó Just in Time fue desarrollado por Toyota inicialmente para después trasladarse a muchas otras empresas de Japón y del mundo, ha sido el mayor factor de contribución al impresionante desarrollo de las empresas japonesas. Esto ha propiciado que las empresas de otras latitudes se interesen por conocer como es esta técnica.
El ideologo del asunto, Taiichi Ohno, creía que la sobreproducción generaba desperdicio en otras áreas, en tal sentido ideó un sistema de producción con dos características JIT (justo a tiempo) y jidohka (automatización), como apoyo a dicho sistema, Ohno desarrollo el "kamban" (procedimientos etiquetados en el producto).
La primera razón que está detrás de este concepto, es que puede reducir inventarios, tiempos y costos de producción, así como mejorar la calidad de los productos y servicios.
ºº
BENCHMARKINGºº
Traducido literalmente, "benchmark" es la marca que se emplea para señalar el nivel que alcanzaron los ríos durante inundaciones que se produjeron en años precedentes. A partir de esta primera acepción, algunos diccionarios de lengua inglesa definen "benchmark" como "punto fijo o criterio de referencia". Otros lo definen como "una señal de referencia sobre la que establecer comparaciones".
En el entorno empresarial, el término "Benchmarking" se utiliza en la actualidad para hacer referencia a un instrumento de mejora que, integrado con otras técnicas de gestión de calidad, va mucho más allá de la simple comparaci6n entre empresas o departamentos.
Es interesante resaltar algunos de los aspectos de esta definición:
Proceso continuo y sistemático. El BM no es una actividad aislada y momentánea, sino un conjunto de actividades que debe realizarse de forma continua y aplicando una metodología estructurada para asegurar unas mejoras "que se mantengan" a través de la comparaci6n permanente con las mejores prácticas existentes en cada momento.
Comparar: Enfoque externo (aprender de otros). El ejercicio de comparaci6n permite abrir nuevos horizontes a través del conocimiento de como realizan determinadas actividades y organizan sus procesos otras empresas o departamentos.
Mejores prácticas. La selección del objeto de comparaci6n es critica en el BM. Las mejores prácticas se pueden encontrar en la misma empresa, en empresa competidoras incluso en empresas de otros sectores.
Mejora como objetivo. Con el BM no se pretende únicamente evaluar la actuaci6n de un proceso o una empresa su objetivo ultimo es mejorar dicha actuación a través de la adaptación a la empresa de las mejores practicas existentes.
Adaptar e implantar. En este punto es esencial conocer la estructura y usos de nuestra empresa de forma que la implantación sea lo menos traumática posible.
Volver a empezar. El proceso es continuo; puesto que la realidad empresarial cambia constantemente, la búsqueda de los mejores hábitos nunca finaliza.
Como se verá posteriormente, aunque se pueden obtener mejoras aplicando BM a cualquier tipo de procesos o subprocesos de la empresa, el BM para ser efectivo debe estar integrado dentro de las actividades de dirección encaminadas a la mejora continua en toda la empresa, intentando adaptar las mejores prácticas para reducir las diferencias respecto a las empresas lideres en las áreas clave.
ºº EL EQUIPO DE BENCHMARKING ºº
El trabajo de BM debe realizarse en equipo. Teniendo en cuenta que a través del BM se busca un aprendizaje colectivo que permita incorporar soluciones innovadoras a los procesos, al formar el equipo de BM es necesario emplear un enfoque, multidisciplinar. En consecuencia, los integrantes de dicho equipo deben tener las siguientes características:
Estar acostumbrados a trabajar en equipo y a comunicarse con personas de otras disciplinas.
ºº ANÁLISIS DE LOS DATOSºº
Las etapas de que consta esta fase son las siguientes:
-ETAPA 1. Determinación de las diferencias actuales
En primer lugar es necesario obtener una cierta idea de magnitud de las diferencias y plantear las mejoras. No obstante, debe recordarse en este punto que el BM no es un mero, ejercicio de números. Contestar a preguntas del tipo ¿como? y ¿por que? suele ser tanto o mas valioso que responder a la pregunta ¿cuanto?.
-ETAPA 2. Identificación de las causas de las diferencias
Esta etapa es una de las mas importantes del BM puesto que en ella se identifican las causas mas significativas de las diferencias entre los procesos. Los pasos a seguir son los siguientes:
-ETAPA 3. Estudio de alternativas de acción para corregir las diferencias
Una vez identificadas las causas de las diferencias, el equipo de BM deberá estudiar los cambios que es necesario introducir en el proceso actual, así como en los planes de futuro existentes para el mismo (por ejemplo: un plan de inversiones).
ºº POKA-YOKE ºº
Al referirnos a Poka yoke nos estamos refiriendo a cualquier método de detección de errores. En japonés quiere decir prueba - error. La práctica de Poka Yoke surgió en la comunidad manufacturera japonesa para mejorar la calidad de los productos, para evitar los errores en la línea de producción. El concepto es simple. Si no se permite que los errores entren en la línea de producción, entonces la calidad será alta y el reproceso bajo. Esto resulta en una mayor satisfacción del cliente y un costo más bajo al mismo tiempo. El resultado es un valor del cliente alto. No sólo el concepto es simple, sino también las situaciones son simples.
STOCK.- Provisión, surtido, reservas, existencias de cualquier bien, producto, valor o capital.
KAIZEN.- Llamado también "mejora continua". En producción JIT reina este principio fundamental. Este principio está siempre presente en todos los procesos, los cuales están abiertos a cambios y mejoras que son potenciados con la participación de todos a través, por ejemplo, de los círculos de calidad.





 1.- En esta imagen se muestra el orden y la señaletica de este archivero
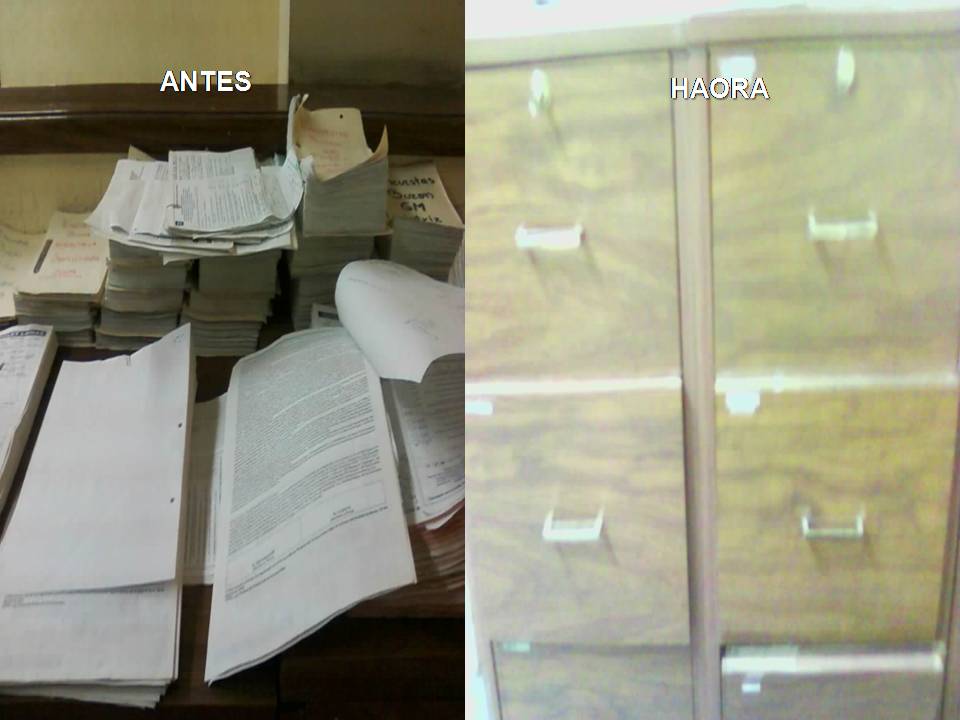
1.- En esta imagen se muestra el orden y la señaletica de este archivero 2.- En esta imagen se muestra el antes y el despues de una oficina a la que se le dio un mejor uso.
2.- En esta imagen se muestra el antes y el despues de una oficina a la que se le dio un mejor uso. imagen se observa el antes y el depuies de aplicar la Seiton a estos archivos
imagen se observa el antes y el depuies de aplicar la Seiton a estos archivos  4.- En esta imagen se muesta el orden y señaletica de los archivos
4.- En esta imagen se muesta el orden y señaletica de los archivos 5.- en esta imagen se muestra el orden y la señaletica del departemento de taller de servicio
5.- en esta imagen se muestra el orden y la señaletica del departemento de taller de servicio


 La coordinación es unir esfuerzos para lograr un objetivo determinado.
La coordinación es unir esfuerzos para lograr un objetivo determinado.










{kind=link}
{kind=link}